jarmo.hakkinen
Junior Member
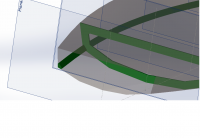
In Rhino, I've done it this way:
- DupEdge (chine)
-OffsetCrvOnSrf (distance of chine log on panel)
-create rectangle for chine log section
-Move and Rotate it to correct position
-Sweep2 (select duplicated edge and offseted curve for rails and rectangle for cross section)
-select maintain height
-Cap
-BooleanSplit (object to split: chine log, splitting object:bottom)
Thats it!
Here's some pictures and the 3dm-files. They were created in FreeSip and imported to rhino as IGES.
- DupEdge (chine)
-OffsetCrvOnSrf (distance of chine log on panel)
-create rectangle for chine log section
-Move and Rotate it to correct position
-Sweep2 (select duplicated edge and offseted curve for rails and rectangle for cross section)
-select maintain height
-Cap
-BooleanSplit (object to split: chine log, splitting object:bottom)
Thats it!
Here's some pictures and the 3dm-files. They were created in FreeSip and imported to rhino as IGES.